Loading Port:China main port
Payment Terms:TT OR LC
Min Order Qty:1 unit
Supply Capability:50 unit/month

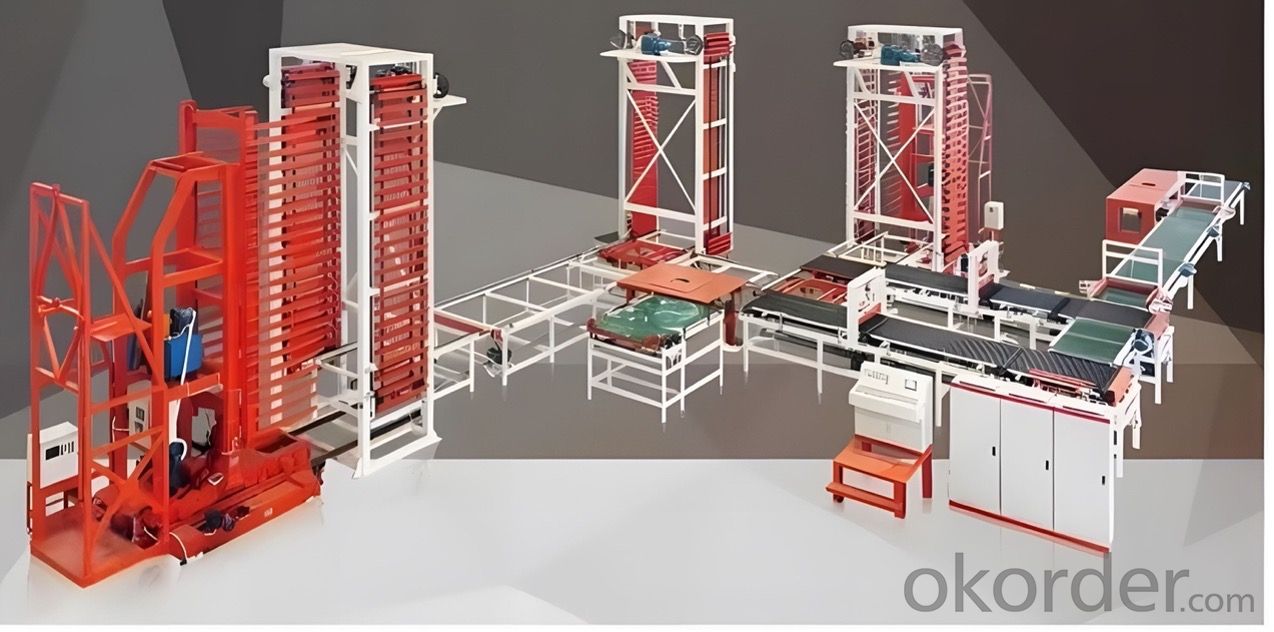
The system is composed of green brick, upper and lower rack conveying, upper and lower rack machine, pallet circulation, sub-mother car, dried brick grouping, manipulator operation and other subsystems. Fully automatic operation, with an annual output of 80 million pieces (common bricks).
An upper and lower rack marshalling system suitable for secondary code burning, characterized in that: the system is sequentially provided with a blank receiving belt (1), an upper rack manipulator (2), a wet blank chain (3), a first heavy-duty chain (4), plate lifter (5), first sub-mother program car (6), drying kiln (7), second sub-mother program car (8), lower plate machine (9), second heavy-duty chain (10), tray and brick separation device (11), dry blank grouping platform (12), conveying belt (13), lower rack manipulator (14), said wet blank chain (3) and tray and brick separation device (11) A pallet supply chain (15), a transverse chain (16), and a lift chain (17) are arranged in sequence between the pallet supply chains (15), and a pallet rack (18) is also provided on one side of the pallet supply chain (15). A docking track (19) is provided between the machine (5) and the first sub-mother program car (6) and between the second sub-mother program car (8) and the lowering machine (9). The conveying belt (13) The feeding end and the discharging end of the) are respectively provided with tightening components (20)
The utility model discloses an upper and lower rack marshalling system suitable for secondary code burning, which is sequentially provided with a blank receiving belt, a rack loading manipulator, a wet blank chain, a first heavy-duty chain, a plate lifter, and a first sub-mother program car , drying kiln, second sub-mother program car, lowering machine, second heavy-duty chain, tray and brick separation device, dry blank marshalling platform, conveyor belt, lower rack manipulator, wet blank chain and tray and brick separation device. A pallet supply chain, a horizontal chain, and a lifting chain are arranged in sequence between the pallet supply chains, and a pallet rack is also arranged on one side of the pallet supply chain. A docking track is arranged between them, and the feeding end and the discharging end of the conveying belt are respectively provided with tightening components. The utility model is used for the first grouping and stacking of the wet blanks, and the racks are transferred to the drying kiln for drying. After drying, the dry billets are grouped off the shelf, stacked on the tunnel kiln car, and then entered into the kiln for roasting.